

Quick Answer: AI in Manufacturing
AI in manufacturing uses machine learning, computer vision, optimization, document intelligence, and workflow automation to improve production decisions. The strongest use cases are not generic chatbots on top of factory data or disconnected dashboards. Teams that need supervised recommendations across maintenance, quality, planning, and inventory can also evaluate AI agents for manufacturing workflows when the action path is clear. They are connected workflows that help teams predict equipment risk, inspect quality, optimize schedules, plan inventory, summarize exceptions, and decide what action to take next.
The practical constraint is integration. A predictive maintenance model needs machine, sensor, PLC, SCADA, CMMS, and work-order data. A quality inspection workflow needs camera, defect, batch, line, and QMS context. A production planning assistant needs ERP, MES, inventory, procurement, and demand signals. Without those connections, AI becomes another dashboard that operators ignore.
If your team is deciding where to start, run the AI Agent Readiness Assessment before choosing a model. It helps check workflow clarity, data readiness, integration access, and human-review controls for the first manufacturing AI pilot.
Why Manufacturing AI Projects Stall After the Pilot
Manufacturing AI projects often look promising in a controlled demo and then slow down in production. The reason is usually not one bad algorithm. The real blockers are fragmented factory data, old integrations, unclear decision ownership, inconsistent reason codes, weak feedback loops, and systems that cannot move recommendations into maintenance, quality, planning, or procurement work.
That is why the first question should be operational: which repeated decision would improve if the team had earlier signals, better predictions, or clearer recommendations? Good candidates include prioritizing machine maintenance, flagging quality drift, adjusting a production schedule, identifying inventory risk, or triaging supplier and delivery exceptions.
This workflow-first approach matches the broader enterprise AI readiness checklist: a buildable AI use case needs a clear owner, accessible data, integration paths, security controls, review rules, and measurable business outcomes.
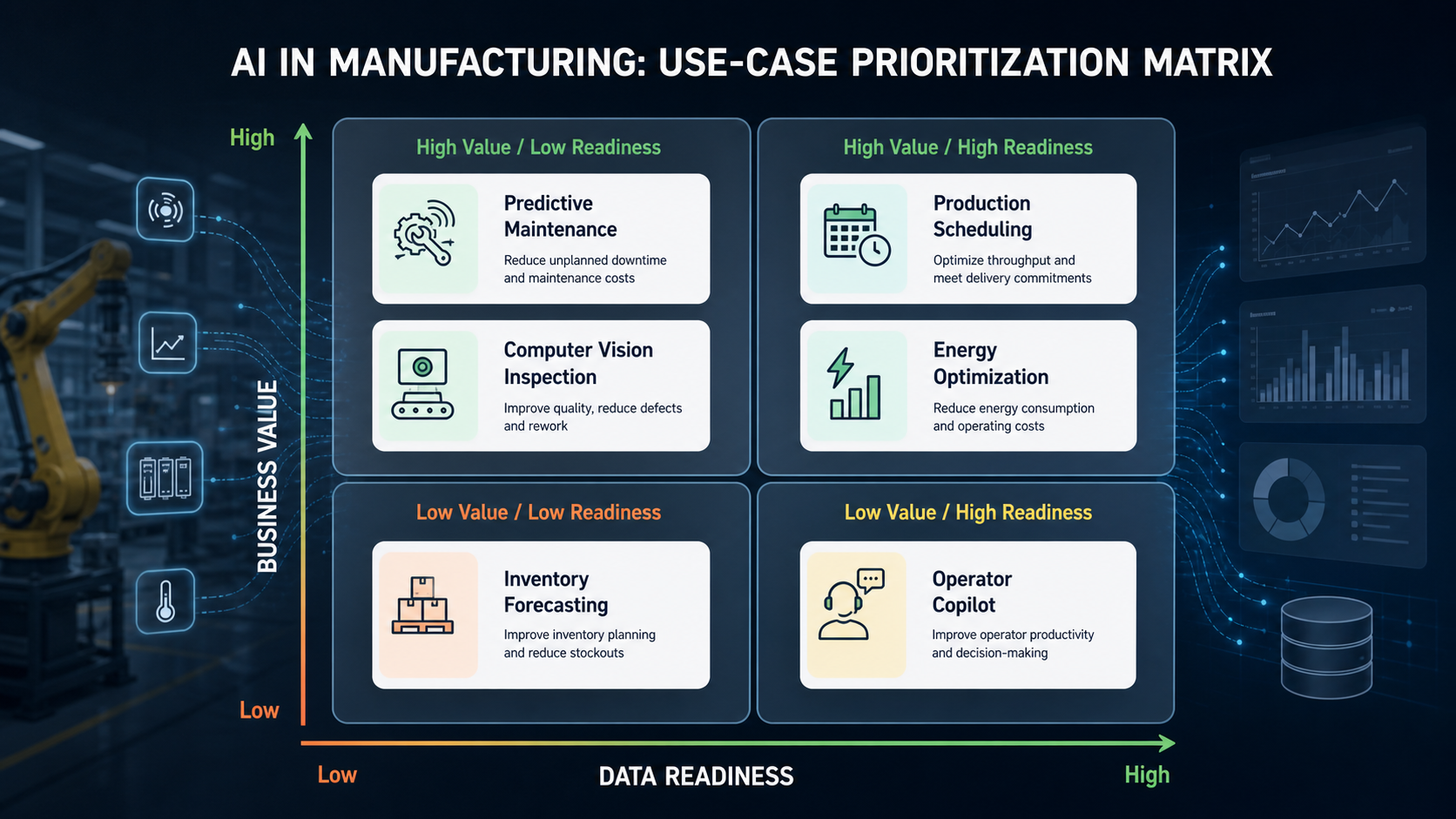
Highest-Value AI Use Cases in Manufacturing
The best first use case is narrow enough to ship, visible enough to matter, and measurable enough to defend. The table below separates common manufacturing AI opportunities by decision, required data, and outcome.
| Use case | Decision AI supports | Core data needed | Useful metric |
|---|---|---|---|
| Predictive maintenance | Which asset needs attention, when, and why? | Sensor readings, downtime logs, work orders, maintenance history, asset hierarchy | Unplanned downtime, mean time between failures, maintenance response time |
| Computer vision quality inspection | Which units, batches, or lines need review? | Images or video, defect labels, batch data, product specs, QMS outcomes | Defect detection rate, false positives, scrap, rework, inspection throughput |
| Production planning | Which schedule change best handles demand, capacity, material, or labor constraints? | MES, ERP, inventory, demand, labor, machine availability, order priority | Schedule adherence, late orders, changeover time, utilization |
| Inventory and material risk | Which material shortage or excess-stock risk should planners act on first? | ERP inventory, purchase orders, supplier lead times, BOM, demand signals | Stockouts, excess inventory, expedite cost, service level |
| Energy and process optimization | Which settings or operating windows reduce waste without hurting throughput? | Machine telemetry, process parameters, utility data, output quality, line speed | Energy per unit, scrap, cycle time, yield |
| Knowledge and troubleshooting assistants | What is the likely cause and next diagnostic step? | SOPs, manuals, tickets, shift notes, maintenance records, equipment context | Time to resolution, repeat incidents, escalation rate |
For early prioritization, the AI Automation ROI Calculator can turn repeated review effort, exception volume, hourly cost, and automation potential into a directional business case before engineering starts.
Predictive Maintenance Data Requirements
Predictive maintenance software with IoT and AI is one of the most familiar AI in manufacturing use cases because downtime is expensive and visible. The goal is not to predict every failure perfectly. The goal is to detect useful risk patterns early enough for maintenance teams to act before a line stoppage, safety issue, or quality problem spreads.
A strong predictive maintenance workflow usually needs time-series machine signals, asset hierarchy, maintenance history, failure labels, work orders, spare-parts availability, and operating context. Vibration, temperature, pressure, current draw, cycle count, and anomaly scores can help, but the model must be tied to real maintenance decisions. Otherwise the output is just a warning without an owner.
This is where machine learning development becomes more than model training. The production system needs feature pipelines, evaluation data, alert thresholds, retraining plans, failure-mode review, and integration with CMMS or maintenance ticketing so recommendations become work.
Computer Vision Quality Inspection
Computer vision quality inspection for manufacturing can help teams inspect parts, detect surface defects, verify assembly steps, read labels, count items, or spot packaging issues. It is often useful where manual inspection is slow, inconsistent, ergonomically difficult, or impossible at production speed.
The main planning question is not camera selection alone. The team needs to define defect classes, acceptable false-positive rates, escalation rules, lighting conditions, product variation, retraining cadence, and how the inspection result enters the QMS, MES, or rework queue. A model that detects defects but does not route the result into the quality workflow creates more manual review rather than less.
Use quality inspection AI first where the business already has samples, defect history, and clear review rules. For high-risk defects, keep human review in the loop until precision, recall, and operating conditions are stable across shifts, lines, product variants, and suppliers.
Production Planning and Scheduling
AI can support production planning by comparing demand, capacity, inventory, labor, changeover constraints, machine status, and order priority. The useful output is not a magic schedule. It is a recommendation that explains tradeoffs: which order may be delayed, which material is the bottleneck, which machine has risk, and which plan protects the most important customer promise.
Production planning is also where ERP and MES integration matter most. The model needs current orders, routings, BOM data, inventory, machine availability, historical cycle times, quality holds, and open maintenance events. It also needs permission boundaries because schedule changes affect purchasing, shipping, customer service, and finance.
For many manufacturers, this becomes a custom workflow rather than a plug-in. NextPage's custom software development work is relevant when planning logic spans ERP, MES, QMS, warehouse, maintenance, and reporting systems that do not share one clean data model.
ERP, MES, QMS, and CMMS Integration
AI in manufacturing depends on operational systems that already run the plant. ERP holds orders, customers, inventory, purchasing, finance, and master data. MES tracks production execution. QMS holds quality events, defects, CAPA, inspections, and audit records. CMMS or EAM systems manage assets, work orders, maintenance schedules, and spare parts. IoT and SCADA systems provide live process and equipment signals.
A production-ready architecture usually has five layers: data ingestion, identity and permissions, model services, workflow orchestration, and monitoring. This is where manufacturing software development and ERP integration and modernization services become part of the AI scope rather than a separate back-office project. The ERP or MES remains the system of record. AI services generate forecasts, risk scores, classifications, summaries, or recommendations. Workflow software routes those outputs to maintenance, quality, production, inventory, procurement, or plant leadership with a clear approval state.
| Layer | Manufacturing question | Implementation pattern |
|---|---|---|
| Data ingestion | Can we read the right data at the right freshness? | APIs, ETL jobs, event streams, historian exports, validated connectors |
| Identity and permissions | Who can see, approve, or change recommendations? | Role-based access, plant-level scope, audit logs |
| Model services | Which prediction or recommendation supports the workflow? | Forecasting, anomaly detection, computer vision, optimization, retrieval |
| Workflow orchestration | Where does the recommendation become work? | Maintenance tickets, QMS holds, planner tasks, exception queues |
| Monitoring | Is the system still accurate and trusted? | Model quality, drift, user feedback, false positives, business outcomes |
If legacy systems block access to reliable APIs or clean operational data, the right first step may be software modernization. The digital transformation strategy roadmap and legacy application modernization roadmap explain how outdated software layers can limit AI, analytics, and automation work.
Data Readiness Checklist for Manufacturing AI
Data readiness does not mean every dataset is perfect. It means the team understands what data exists, who owns it, how fresh it is, how reliable it is, and whether it supports the decision being automated or augmented.
- Asset data: asset hierarchy, machine IDs, operating states, maintenance history, downtime causes, and spare-parts records.
- Production data: orders, routings, BOM, line status, cycle times, shift context, scrap, rework, and changeover history.
- Quality data: inspection results, defect labels, product specs, supplier lots, corrective actions, and customer returns.
- Inventory data: material availability, reorder points, lead times, supplier performance, warehouse status, and demand signals.
- Knowledge data: SOPs, manuals, troubleshooting guides, engineering notes, support tickets, and shift logs.
The strongest pilots start where the data is good enough for a measurable decision. If the data is incomplete, scope the first version around decision support, anomaly detection, or review triage instead of autonomous action.
Human Review, Governance, and Safety
Manufacturing AI should make operating risk visible earlier, not hide decisions inside a black box. Maintenance, quality, production, and procurement actions can affect safety, delivery promises, compliance, cost, and customer trust. That makes human review and auditability part of the first release.
Define which outputs are suggestions, which can open a task automatically, and which require approval before a system of record changes. Also decide what the AI must show with each recommendation: evidence, confidence, impacted line or product, likely business impact, and next action.
For workflow-level controls, the AI workflow automation guide is a useful companion. Manufacturing workflows need the same discipline: intake, decision support, action, review, escalation, and monitoring.
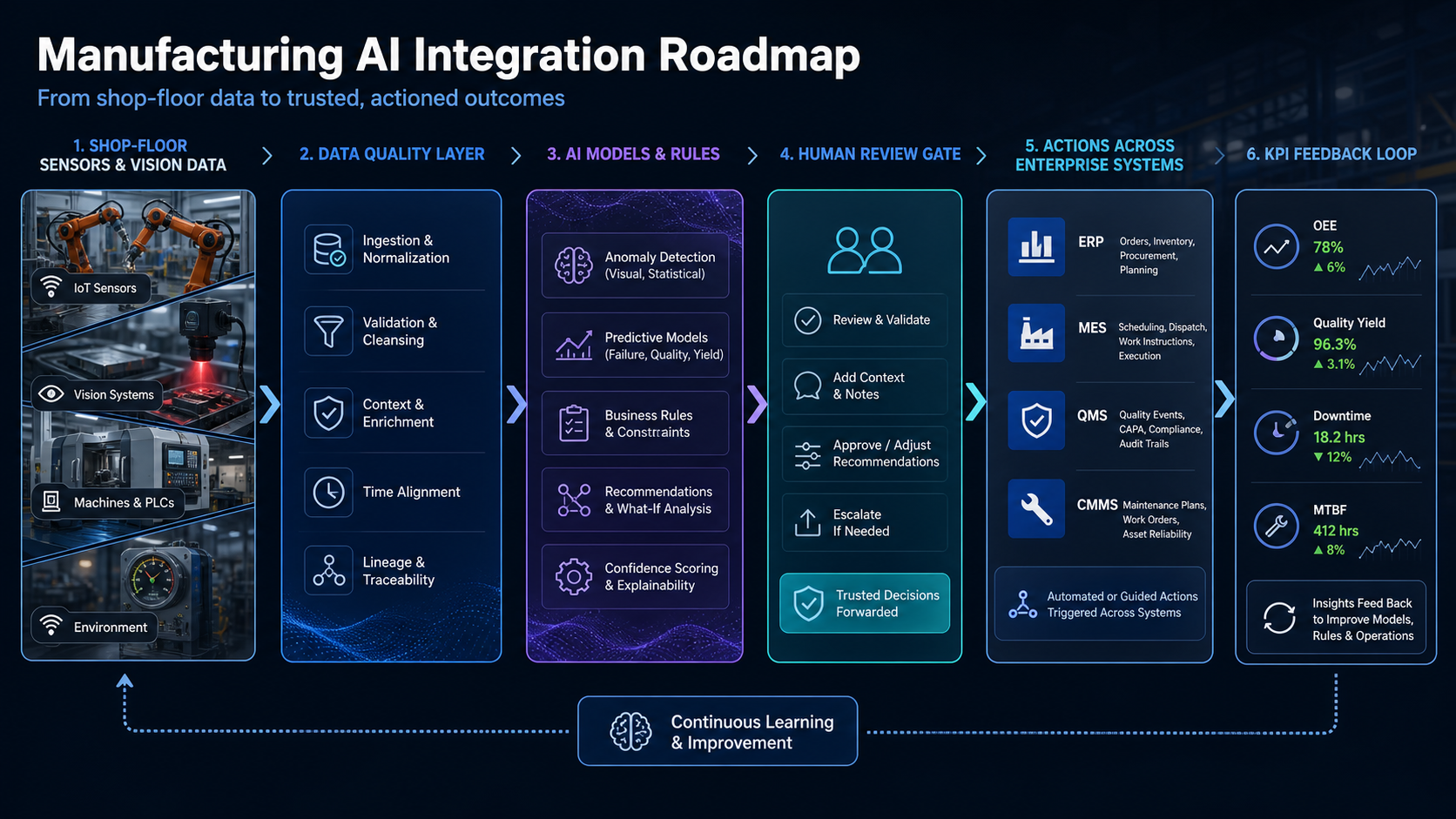
Implementation Roadmap for AI in Manufacturing
A manufacturing AI roadmap should move from one controlled workflow to broader plant adoption only after teams trust the system. For teams pushing AI closer to machines, sensors, and edge decisions, the physical AI software roadmap for manufacturers is a useful companion. A practical roadmap looks like this:
- Select one operating decision. Pick a decision such as maintenance priority, defect review, material shortage triage, schedule exception handling, or troubleshooting support.
- Map the data path. Identify source systems, field quality, data freshness, ownership, missing labels, and integration access.
- Define the review model. Decide what AI can recommend, what it can create automatically, and what needs supervisor approval.
- Build an evaluation set. Test against historical examples so the team can see false positives, false negatives, edge cases, and expected value.
- Run a narrow pilot. Start with one line, asset class, product family, plant, or planning workflow.
- Connect the action path. Route outputs into CMMS, QMS, MES, ERP, planner tasks, or team notifications instead of a detached dashboard.
- Measure outcomes and adoption. Track downtime, scrap, response time, schedule adherence, user acceptance, and manual effort.
- Scale by workflow. Expand only after monitoring, feedback, permissions, and ownership are stable.
The broader AI implementation roadmap follows the same pattern: use case discovery, data readiness, prototype, controlled pilot, production integration, monitoring, and expansion.
Build vs. Buy for Manufacturing AI
Manufacturing platforms increasingly include AI features. Buying is often right when the use case is standard, the data already lives inside the platform, and the workflow does not need much customization. Examples include embedded forecasting, standard quality dashboards, or platform-native maintenance scoring.
Building is more appropriate when the workflow spans multiple systems, uses proprietary process knowledge, needs custom approval states, or connects plant-level decisions to customer, supplier, and finance data. Many manufacturers use a hybrid model: platform AI for commodity features, custom integration for cross-system workflows, and tailored AI services for decision support.
NextPage's AI development services are designed for that production layer: workflow selection, data pipelines, model integration, API design, human review, monitoring, and rollout planning.
How NextPage Helps Manufacturing Teams
NextPage approaches manufacturing AI as production software. We start by mapping the operating decision, the data sources, the system boundaries, the human review path, and the metric that should improve. From there, the first release can be a predictive maintenance workflow, quality triage system, production planning assistant, inventory risk monitor, or AI troubleshooting layer.
The goal is a system your team can evaluate, operate, and improve. That means clean integrations, understandable recommendations, measurable outcomes, and a rollout plan that respects the factory environment.
If your manufacturing team is evaluating AI, start with one high-volume decision and one measurable pain point. Then use the readiness assessment to decide whether the first step is a model, an integration layer, a data cleanup sprint, a modernization effort, or a controlled pilot.